【 準備物 】
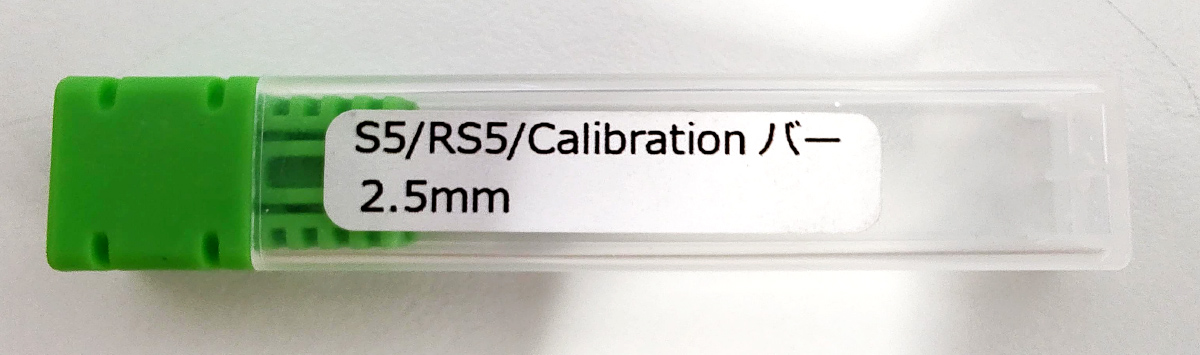
・キャリブレーション用バー
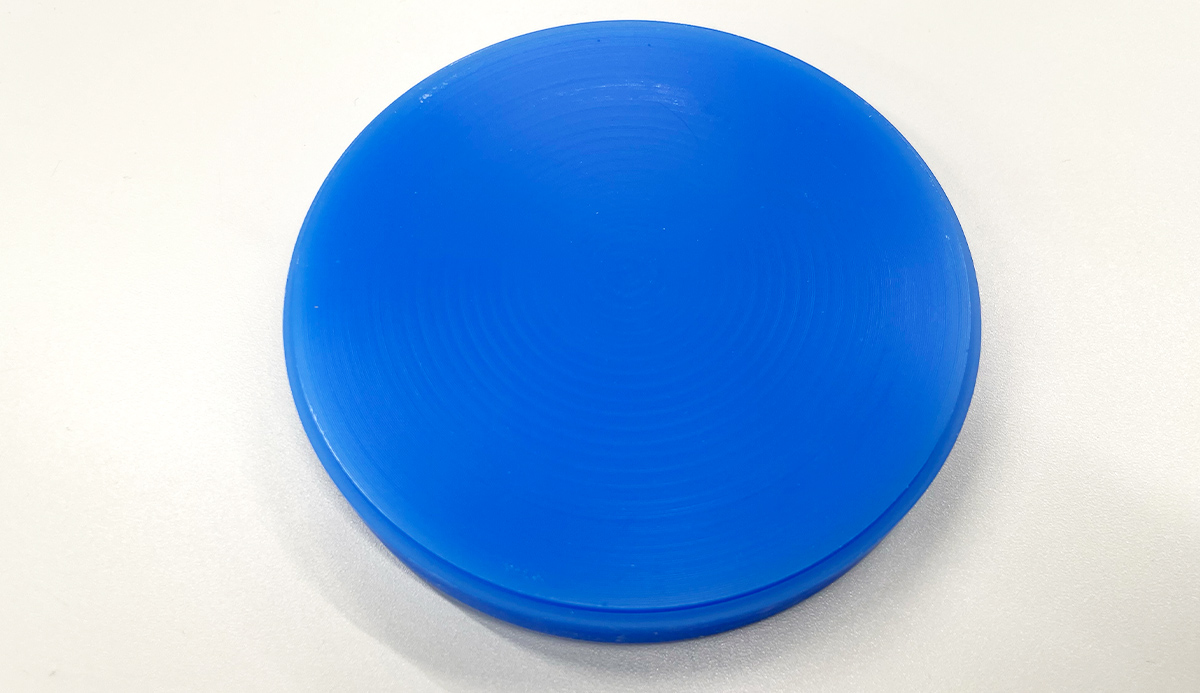
・ワックスディスク (10~14T)
・ノギス (付属品)

キャリブレーションの流れ
起動時に画面左下にE-stopと表示されるため、右上の「Homing」ボタンを押してください。

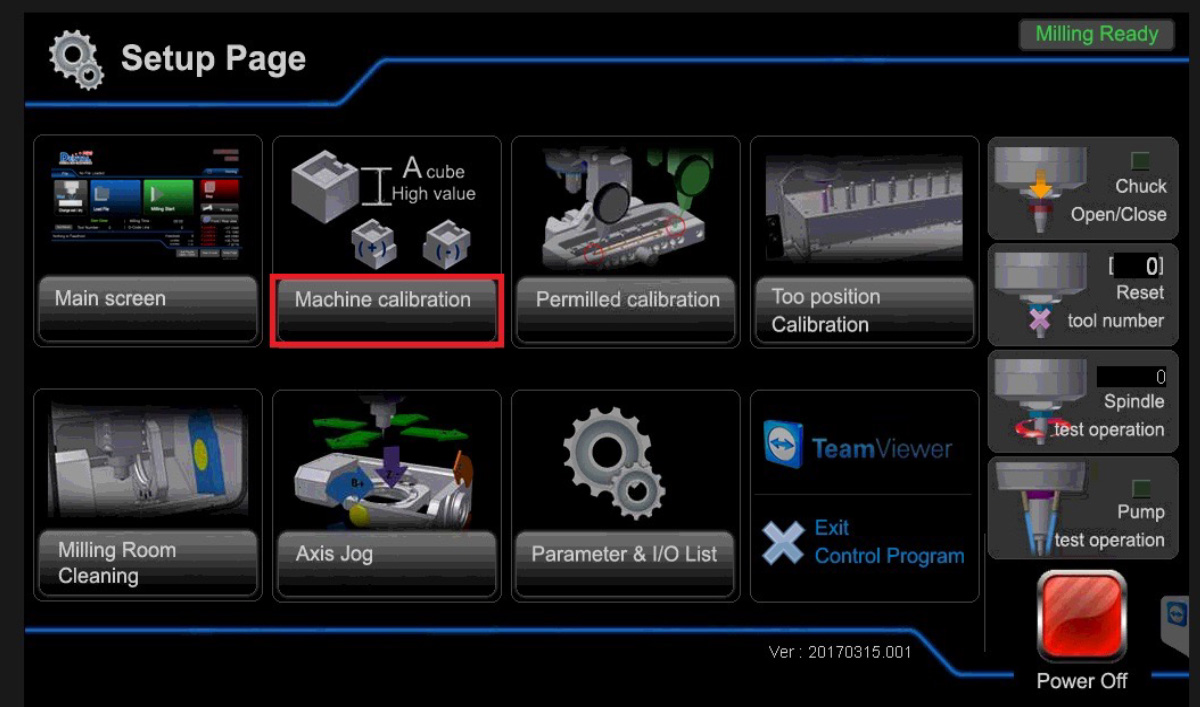
メインスクリーン右下の【 Setup Page 】から【 Machine calibration 】へ進みます。

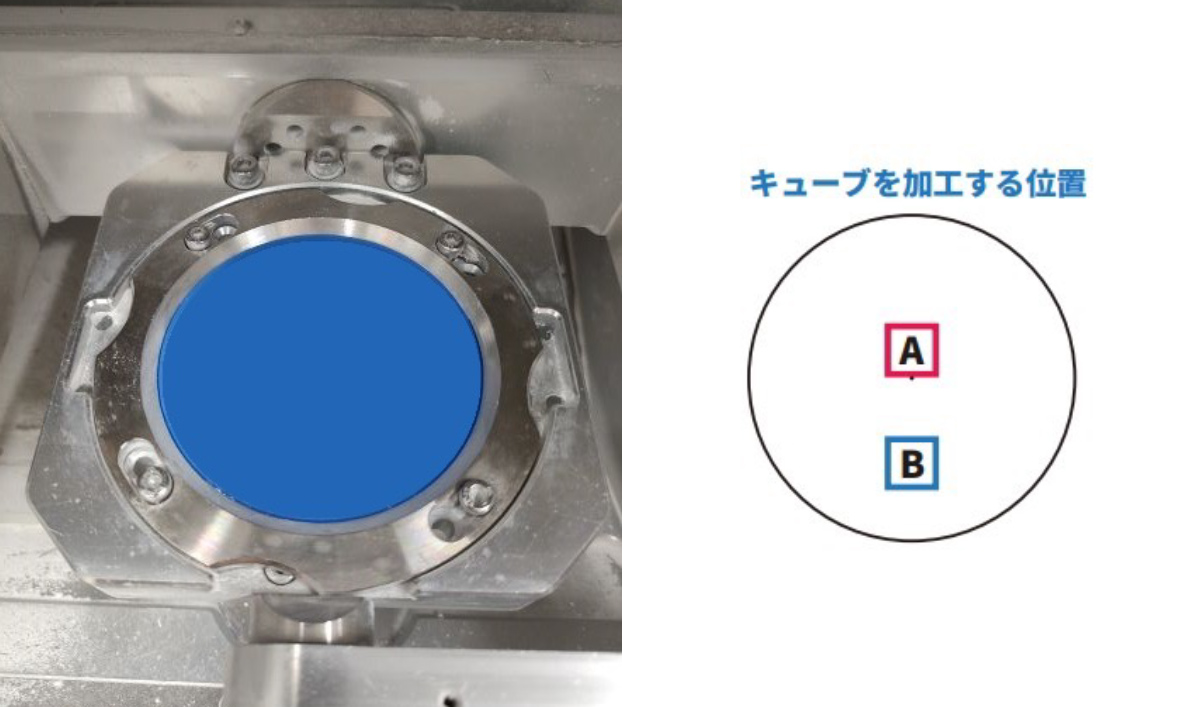
*ディスクの設置、キューブの加工位置
左図のようにワックスディスク(10T~14T)をジグに取り付け、
ディスクからはA,Bの2つのキューブを取り出します。
キューブを取り出して加工する位置は下図のようになります。
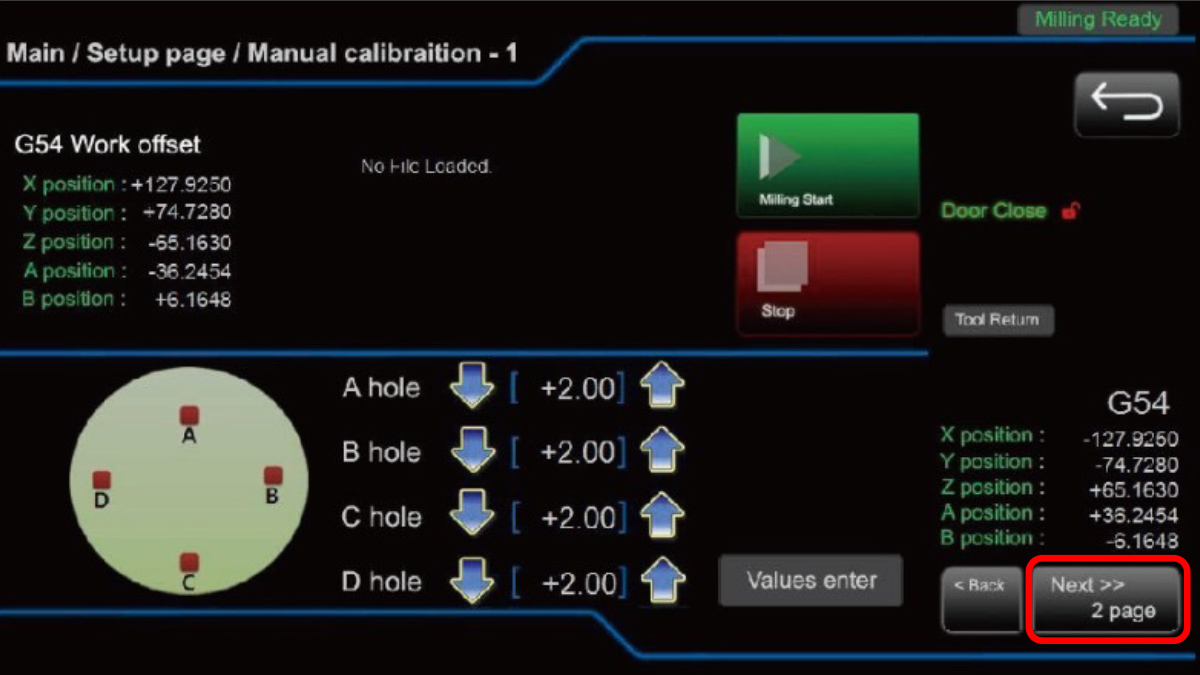
「Machine calibration」の1ページ目(最初の画面)は 【 Next 】 を押してスキップします。
※キャリブレーションを行った後もズレが大きく残る場合(0.1㎜以上)、この工程を行う必要があります。
赤枠の「Tool Pocket」 を押して、23番にキャリブレーション用のバーを挿入します。
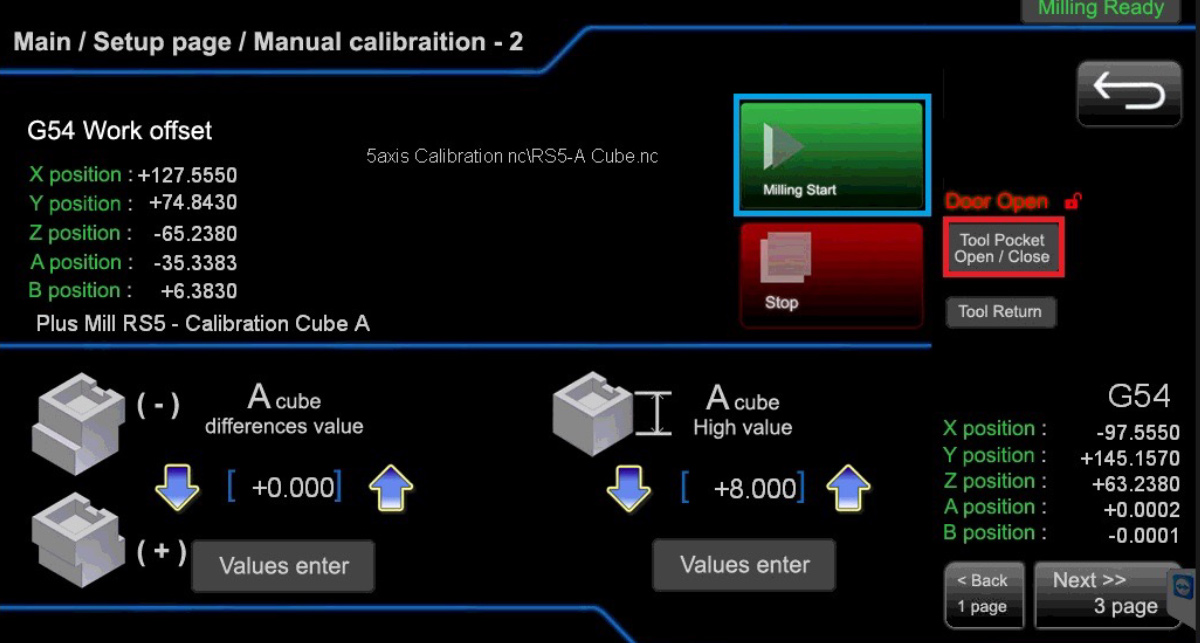
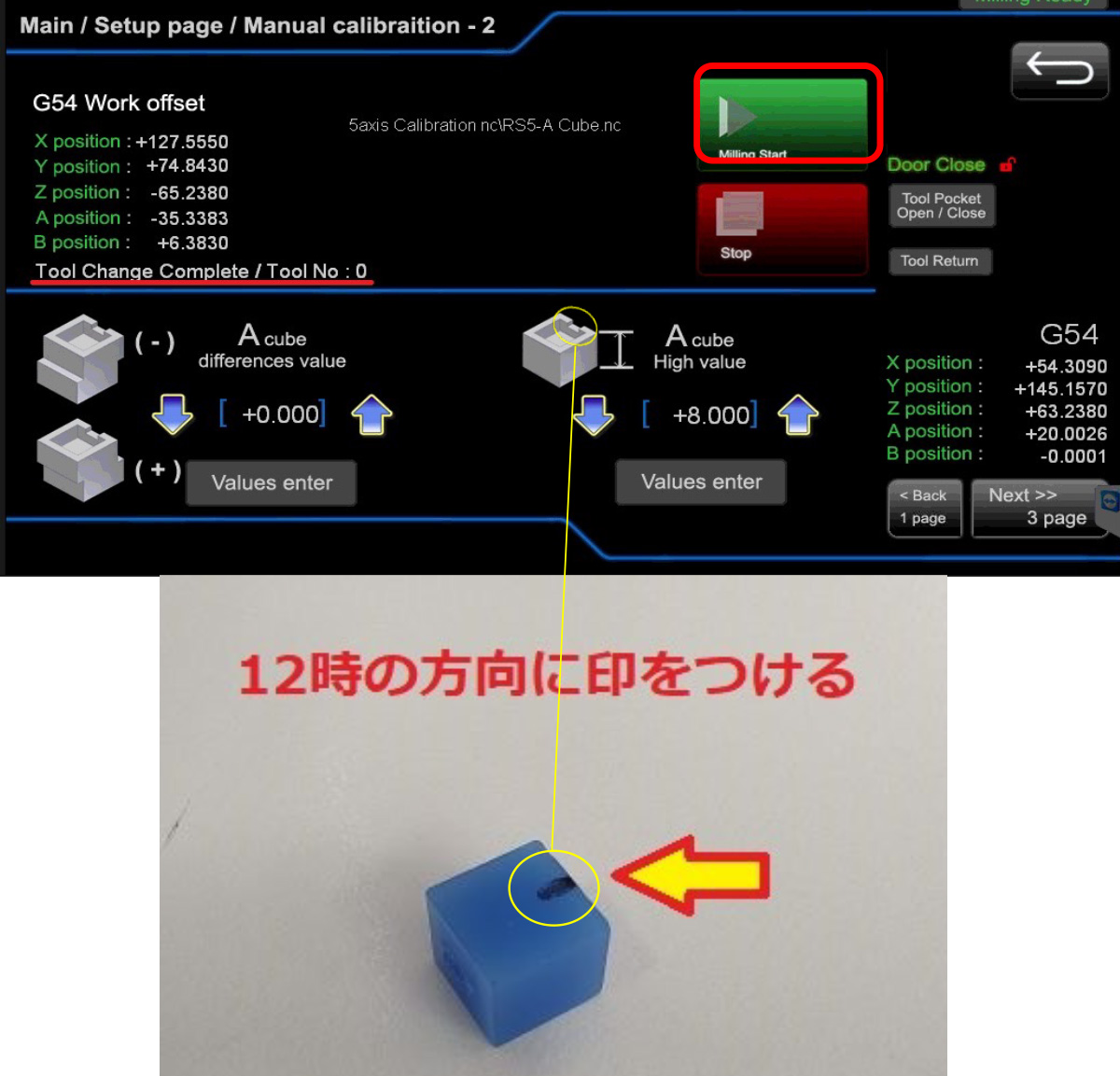
23番にキャリブレーション用バーを準備したら、「Milling Start」を押して切削を始めます。
→切削後、向きを間違えないように 12時の方向に印を付け、指の腹でディスクから押し出します。
※印を付けた部分は加工機の画面上では凹みのある部分(黄色線で囲った部分)を指します。
付けた印を基準として、キューブの高さを下の図のように計測します。(この時ノギスを使用する)
実数値を画面に入力して、Values enterを【 1回 】押し、OKを選択して入力を確定します。
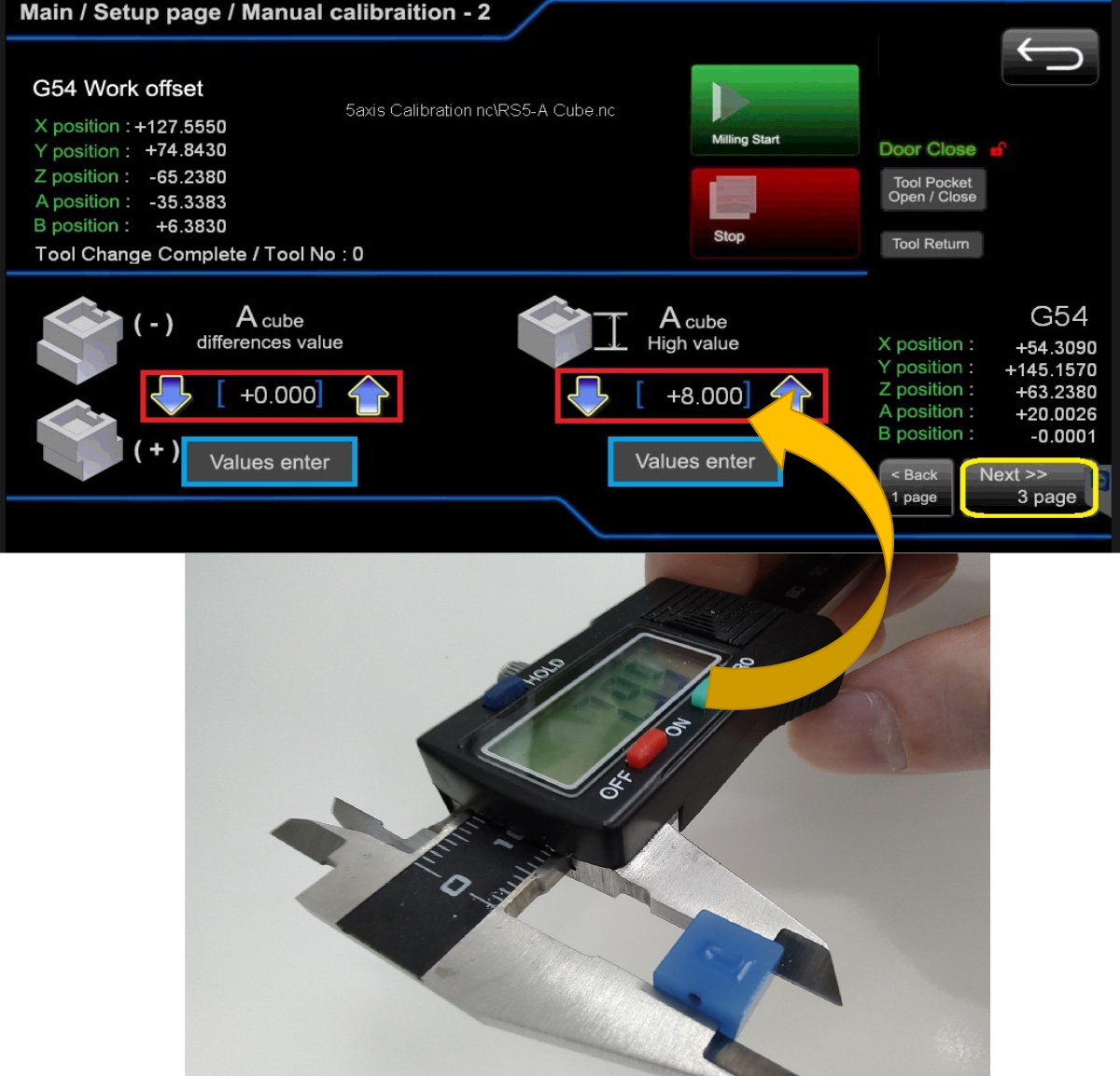
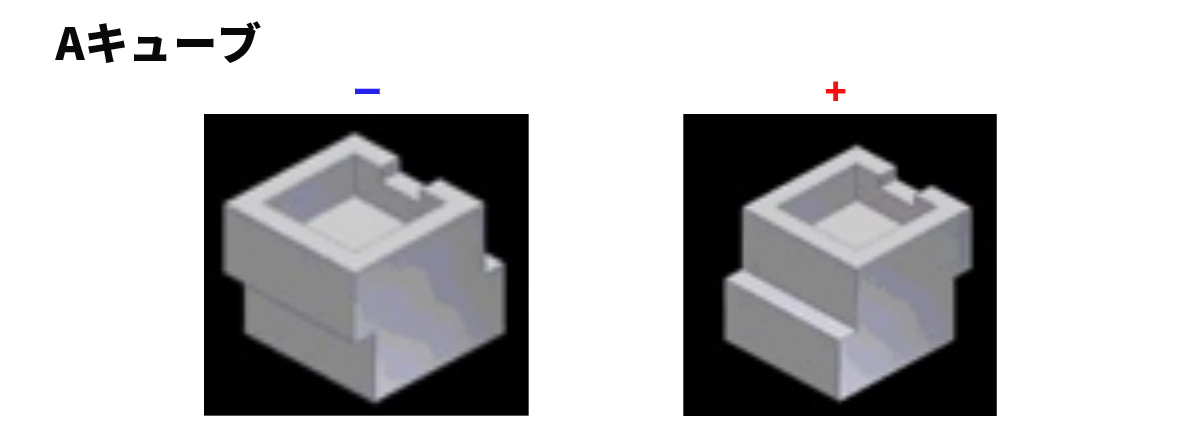
キューブのズレの方向によって±の入力位置は異なります。
※印の位置とズレの位置関係を確認して±を入力する必要があります。

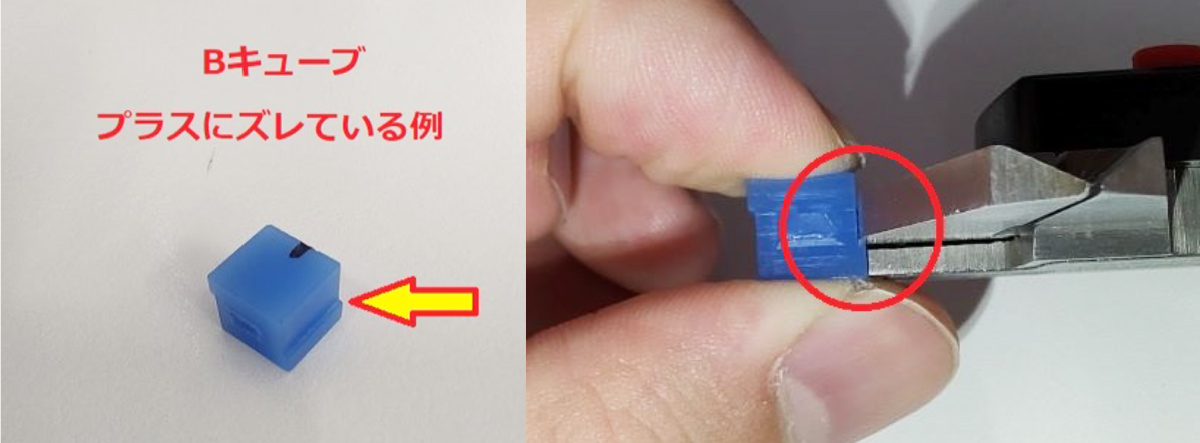
キューブの側面に段差のようなズレがある場合、その大きさをノギスの先端で右下の図のように計測します。
※ズレはA、Bどちらのキューブでも起こる可能性があります。
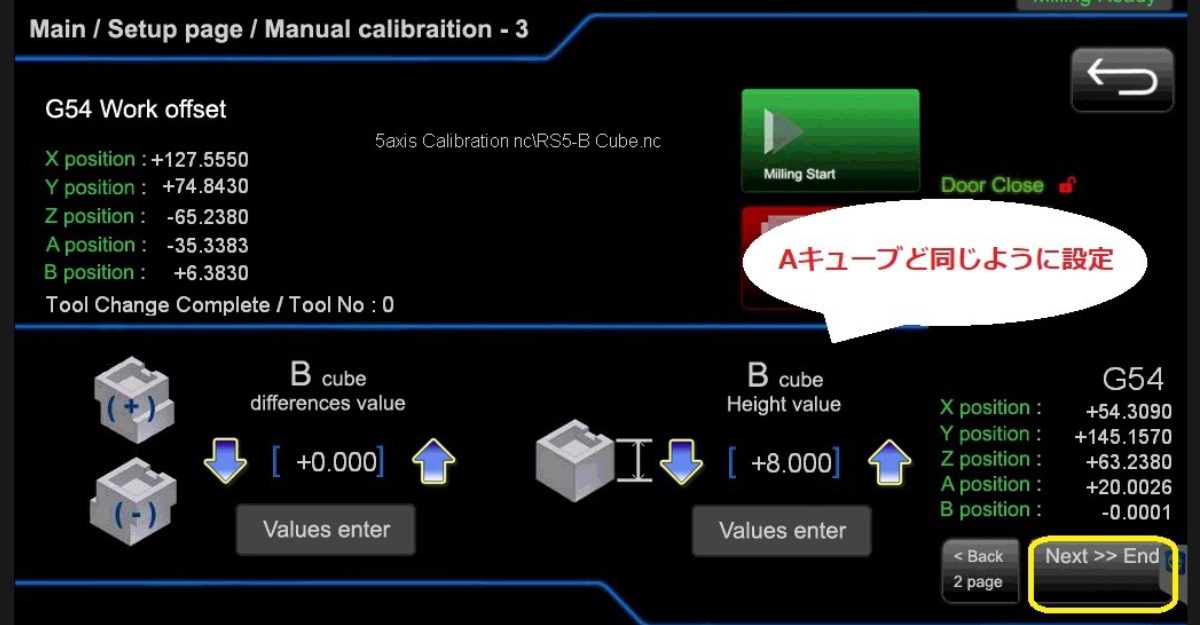
BキューブもAキューブと同様に計測します。
A,B両方の計測・数値の入力を終えたら、黄枠の「Next>>End」を押します。
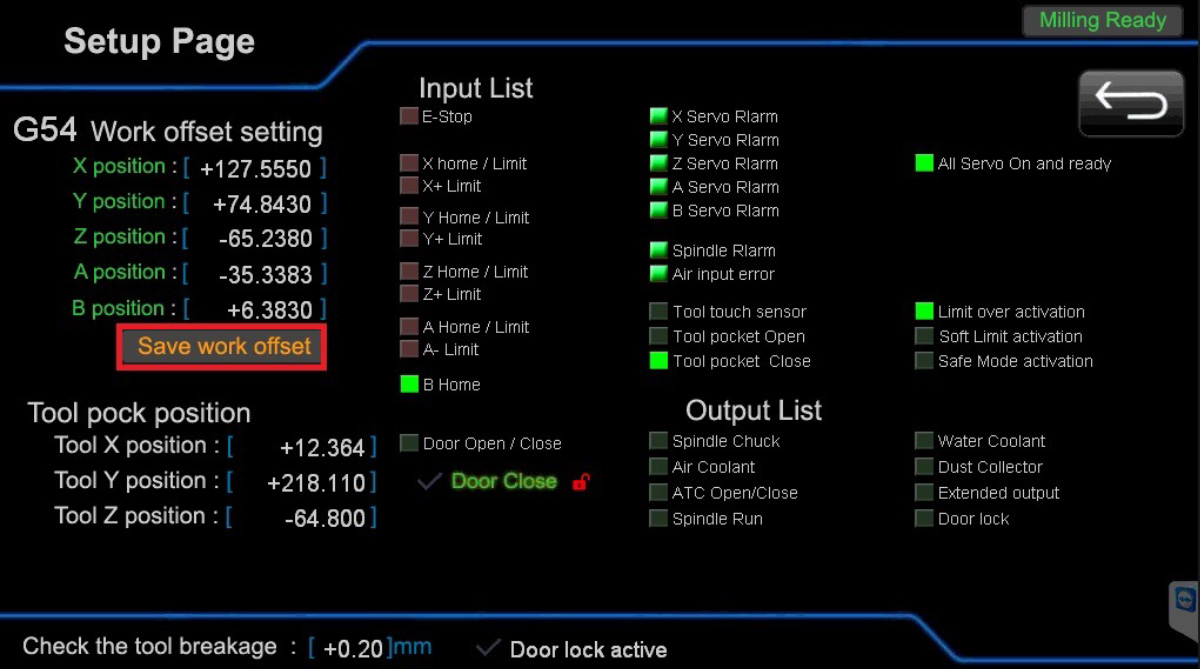
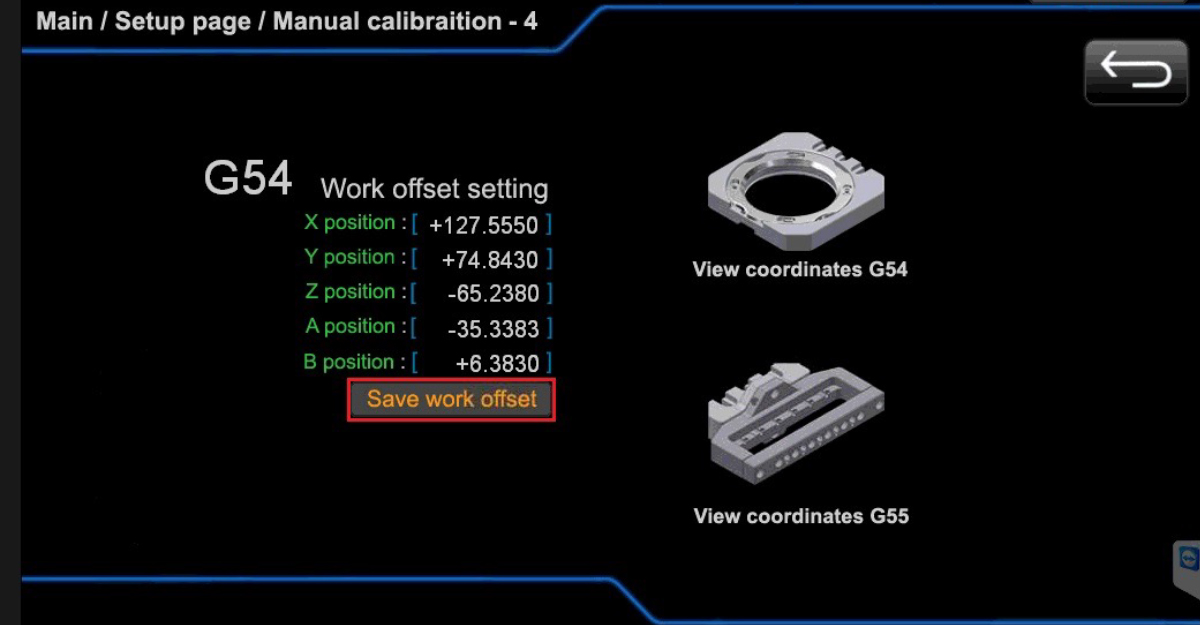
赤枠の「Save work offset」を押して、offset値を確認します。
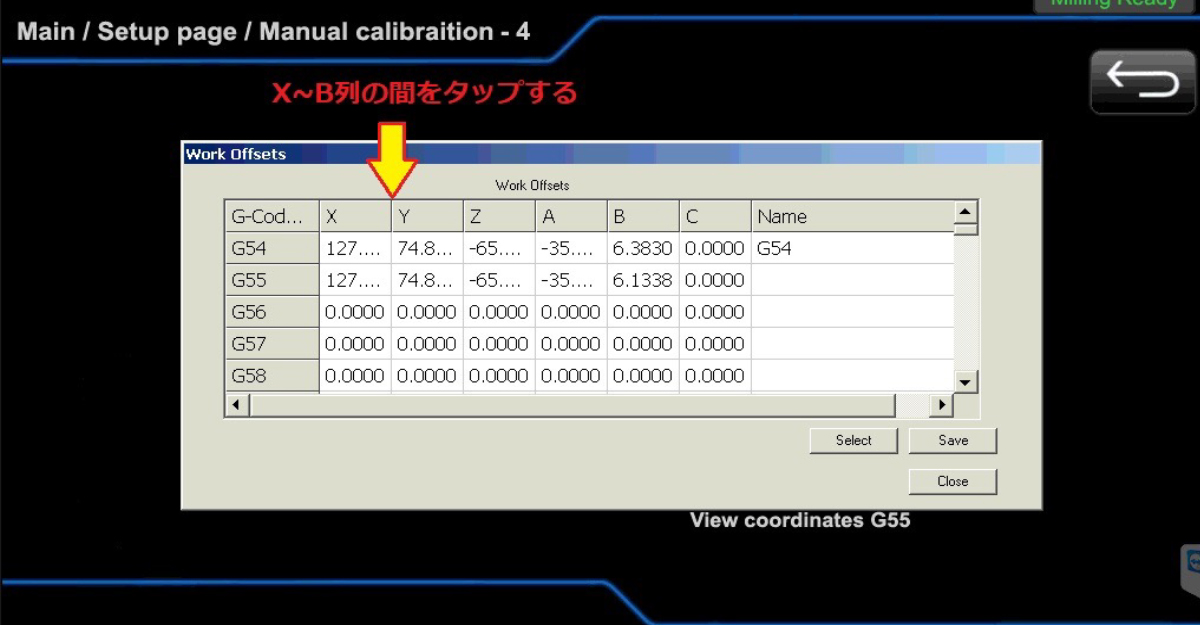
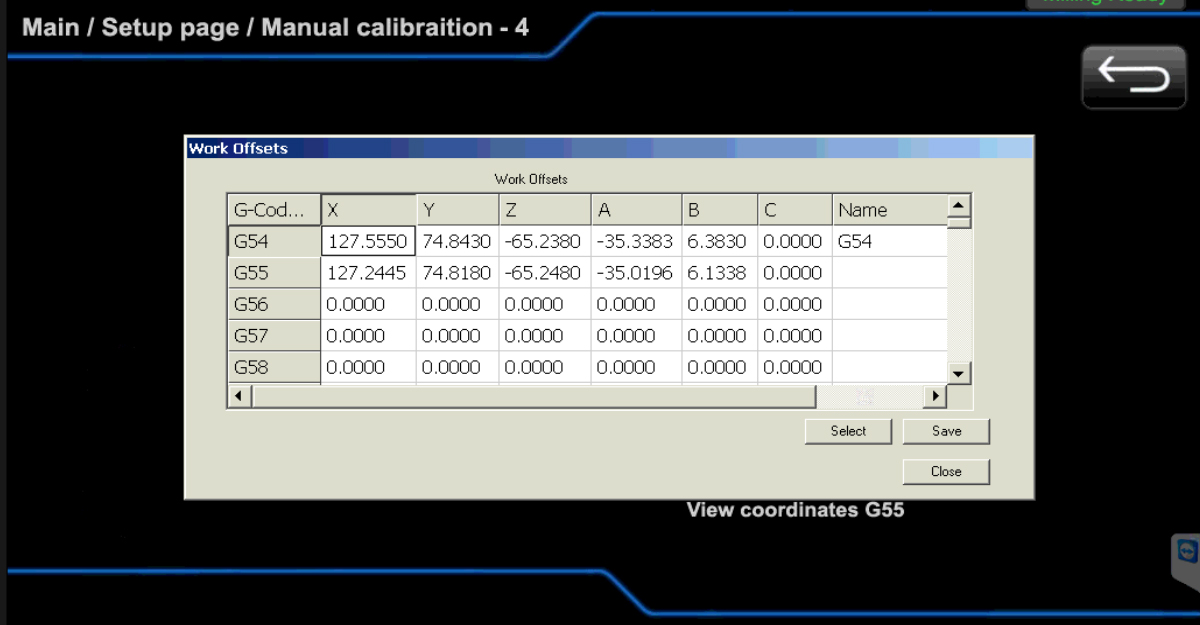
表のX~B列をタップして隠れている数値を確認します。
※数値を後で比較するので表の写真を撮っておいてください。
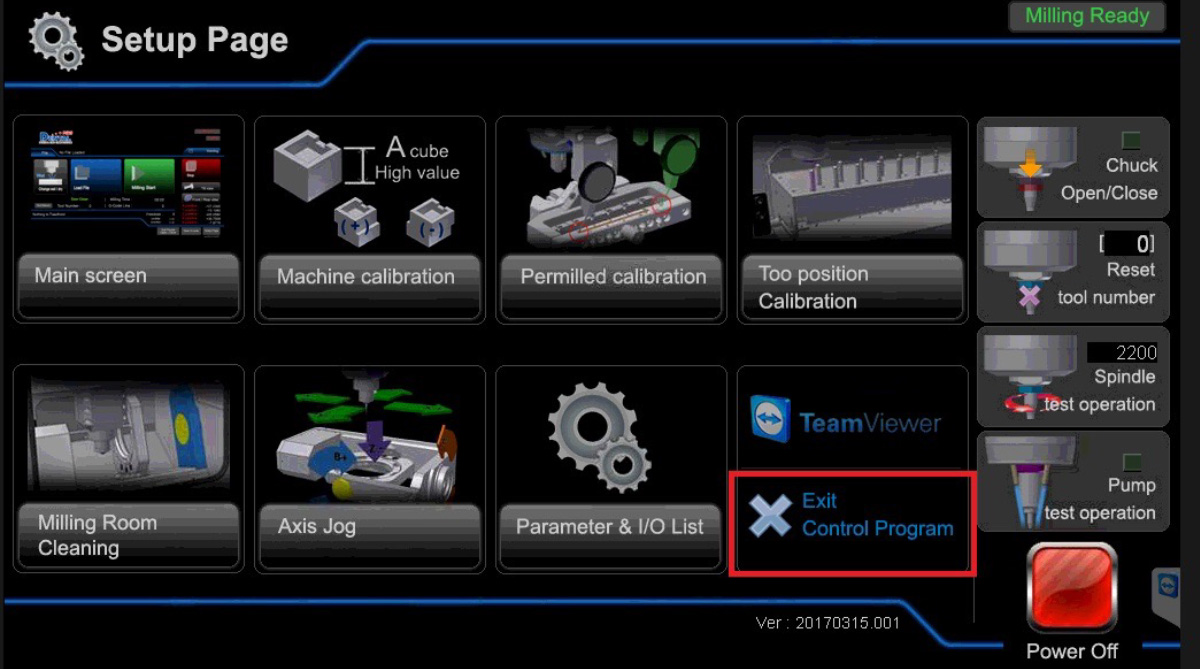
「Exit Control program」をタップします。
終了確認の通知が2通来るので全てYesを選択してソフトウェアを終了し、20~30秒程待ちます。
赤枠内のアイコンをタップしてソフトウェアを再起動すると、下の図のようなメッセージがでるため、【 OKを押さずに 】 待機してください。
再起動直後は画面左下に 【 E-stop 】という表示が出るため、右上の「Homig」ボタンを押します。

「Setup page」→「Parameter & I/O List」 →「Save work offset」
をタップすると数値が表示されます。
→既に撮影した表と数値に誤差が無いか確認します。